
The manufacturing sector is undergoing a rapid transformation, driven by the integration of advanced technologies. Among these, computer vision for industrial inspection stands out as a game-changer, enabling businesses to achieve higher quality, efficiency, and consistency in their production lines. By leveraging artificial intelligence and sophisticated imaging systems, companies can automate the detection of defects, monitor processes in real time, and ensure that products meet stringent quality standards.
As industries strive to minimize errors and reduce costs, the adoption of computer vision-based inspection is becoming increasingly prevalent. This article explores how these systems are revolutionizing quality control, the practical applications across different sectors, and the tangible benefits they deliver. For those interested in understanding the distinctions between traditional machine vision and AI-powered approaches, the article ai vs traditional machine vision provides a comprehensive comparison.
How Computer Vision Transforms Industrial Quality Control
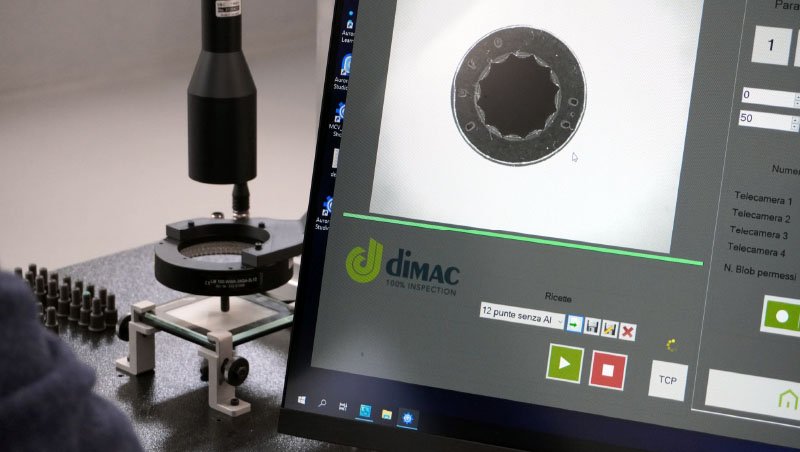
The core of computer vision for industrial inspection lies in its ability to analyze visual data at speeds and accuracies unattainable by human inspectors. These systems use cameras, sensors, and AI algorithms to capture and interpret images of products or components as they move through production lines. By automating visual inspection, manufacturers can identify defects, measure dimensions, and verify assembly with remarkable precision.
Unlike manual inspection, which is subject to fatigue and inconsistencies, computer vision solutions deliver consistent results around the clock. They can be trained to recognize a wide range of defects, from surface scratches to complex assembly errors, and can adapt to new product variants with minimal reconfiguration. This flexibility is especially valuable in industries where product lines change frequently or where high-mix, low-volume production is common.
Key Applications Across Manufacturing Sectors
The versatility of computer vision inspection systems means they are applicable across a wide array of industries. Below are some of the most impactful use cases:
- Automotive: Inspection of welds, paint finishes, and component assembly to ensure safety and compliance.
- Electronics: Detection of soldering defects, missing components, and micro-cracks on circuit boards.
- Pharmaceuticals: Verification of packaging integrity, label accuracy, and contamination detection.
- Food and Beverage: Monitoring of packaging, fill levels, and contamination in real time.
- Textiles: Identification of weaving defects, color inconsistencies, and pattern alignment.
Benefits of Automated Inspection with Computer Vision
Embracing AI-powered visual inspection brings a host of advantages to manufacturers. Some of the most significant benefits include:
- Increased Accuracy: Automated systems can detect minute defects that may be missed by human eyes, reducing the risk of faulty products reaching customers.
- Higher Throughput: Computer vision solutions operate at high speeds, enabling real-time inspection without slowing down production lines.
- Cost Reduction: By minimizing rework, scrap, and warranty claims, companies can achieve substantial savings.
- Consistent Quality: Automated inspection ensures that every product is evaluated using the same criteria, leading to uniform quality standards.
- Data-Driven Insights: These systems generate valuable data that can be analyzed to identify trends, optimize processes, and support continuous improvement initiatives.
For a deeper dive into how AI-driven quality control can impact manufacturing, consider reading about the benefits of AI for quality control in manufacturing.
Real-World Examples of Computer Vision in Action
The practical deployment of computer vision inspection is evident in many modern factories. For instance, in the electronics sector, high-resolution cameras and AI models are used to inspect printed circuit boards for soldering defects and missing components. In the food and beverage industry, vision systems monitor fill levels, check for packaging integrity, and detect contaminants, ensuring compliance with health and safety regulations.

Automotive manufacturers utilize these technologies to inspect welds, paint finishes, and ensure that all components are correctly assembled. The pharmaceutical industry relies on vision-based inspection to verify the integrity of blister packs, check for correct labeling, and detect any foreign objects or contaminants.
Integrating Computer Vision with Smart Manufacturing
The integration of computer vision inspection with smart manufacturing systems is a key driver of Industry 4.0. By connecting vision systems with other automation technologies, such as robotics and IoT sensors, manufacturers can create highly adaptive and responsive production environments.
This synergy enables predictive maintenance, real-time process adjustments, and seamless data sharing across the factory floor. Companies looking to scale their operations or enhance process efficiency can benefit from resources like how to improve production scalability, which outlines strategies for leveraging automation and data analytics.
Challenges and Considerations for Implementation
While the advantages are clear, implementing computer vision inspection is not without its challenges. Key considerations include:
- Initial Investment: The upfront cost of hardware, software, and integration can be significant, though long-term savings often justify the expense.
- System Training: AI models require high-quality data and ongoing tuning to maintain accuracy, especially when product designs change.
- Environmental Factors: Lighting, vibration, and other environmental variables can affect image quality and system performance.
- Change Management: Successful adoption requires training staff and aligning processes to fully leverage the technology.
Manufacturers should conduct thorough assessments and pilot projects to ensure the chosen solution meets their specific needs. For those interested in a broader overview of AI-driven inspection, the resource what is an ai-driven inspection system offers a complete guide.
Frequently Asked Questions
What types of defects can computer vision inspection detect?
Computer vision systems can identify a wide range of defects, including surface scratches, dents, misalignments, missing components, incorrect labeling, and contamination. The specific capabilities depend on the configuration and training of the system, allowing for customization to suit different products and industries.
How does computer vision inspection compare to traditional quality control methods?
Automated vision systems offer greater speed, accuracy, and consistency compared to manual inspection. They reduce human error, operate continuously, and can adapt to new product variants more easily. For a detailed comparison, see the article on ai vs traditional machine vision.
Is it difficult to integrate computer vision with existing manufacturing processes?
Integration can be straightforward or complex depending on the existing infrastructure and the goals of the project. Many modern systems are designed for compatibility with standard automation platforms, but careful planning and pilot testing are recommended to ensure a smooth transition.